1147

本期广告赏析
车轮作为汽车的重要安全部件,由于旋转惯性效应,对节能减排影响至关重要,车轮的高强度、高韧性和轻量化性能将直接影响汽车的节能减排和安全可靠性。近年来,国际上出现了两种新的车轮制造工艺,锻造+ 旋压的锻旋工艺和铸造+ 旋压的铸旋工艺,这两种工艺都具有大幅提高车轮强度和塑性指标,并显著减轻车轮重量的特点。锻旋工艺采用变形铝合金作材料并用等温模锻+ 旋压的方法来成形车轮,是当前铸造车轮的换代工艺,适合高档轿车配套。
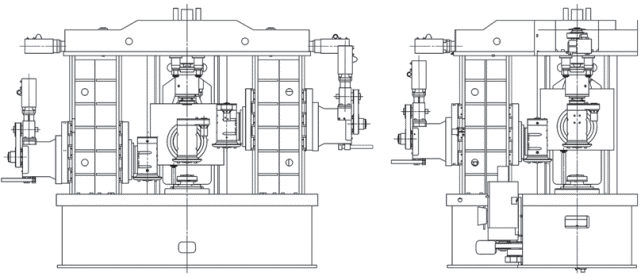
铝合金车轮强力旋压机是用于轮辋成形的核心装备,是集机械、液压、数控、软件开发和工艺技术于一体的高新技术产品。此前,世界上只有德、美、日、西班牙等国能够制造,典型厂家有Leifeld、WF、SSB、DENN 等,这些国家生产的旋压机的显著特点是通过伺服控制达到高精度和高效率。工作效率可达到每分钟一件,主轴精度和旋轮进给精度均与立车相当,满足少无切削的高精度要求。针对其国产化问题,在河北省科技厅重大项目的支持下,我公司联合研制的WE-VFFM/32030 型铝合金车轮强力旋压机( 图1),各项性能指标均达到或超过进口产品,实现了车轮强力旋压设备国产化。

(a)

(b)
图1 WE-VFFM/32030 型铝合金车轮强力旋压机
铝合金车轮强力旋压机
铝合金车轮旋压工艺特点
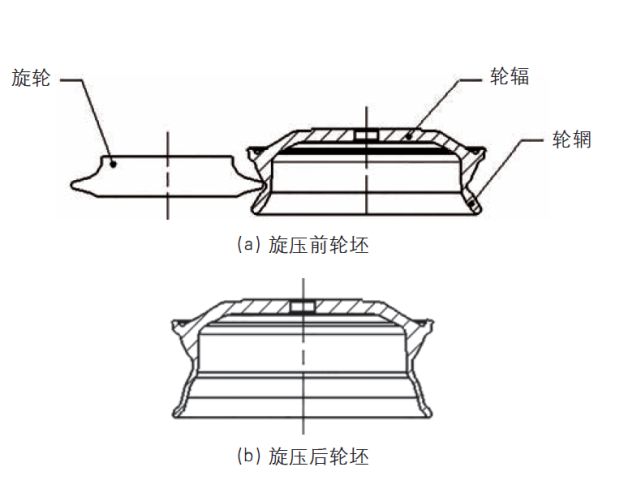
本设备采用强力旋压工艺来成形铝合金车轮,毛坯轮辋部位变形均匀,金属纤维流线合理,大幅度提高了产品性能,优于传统锻造方式,特别适合用于锻造铝车轮的轮辋成形,图2 给出了铝合金车轮辗锻成形示意图,经旋压的轮辋,对于锻造毛坯轮辋晶粒进一步细化(图3),性能显著提升,强度指标及延伸率显著提高。
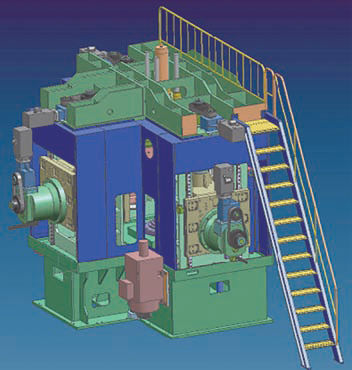
图2 强力旋压前后轮辋变化情况
(a) 旋压前材料组织( 铸坯)
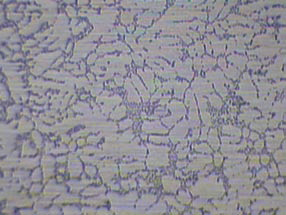
(b) 旋压后材料组织
图3 旋压前后材料组织变化图
WE-VFFM/ 系列旋压机结构
旋压机主要由本体机械系统、液压系统、伺服控制系统、软件系统以及安全防护系统组成。机械系统由机身、主轴传动系统、旋轮进给系统、尾顶系统组成。WE-VFFM/32030 型旋压机机身采用立式品字形结构,该结构很好地改善了主轴受力状态;旋压机尾顶采用四柱导向中心油缸驱动,具有同步性好、尾顶运动平稳无爬行的特点;旋压机的主轴为具有同步控制功能的双大功率伺服电机驱动,通过同步带带动主轴旋转,由于主轴传动采用闭环控制,所以主轴启停位置精准的特性可满足特殊轮形的旋压工艺;旋轮的双向进给(径向和轴向进给)均采用伺服电机驱动,通过精密减速机和同步带带动大型滚珠丝杠实现,结构的高刚度和传动的高精度保证了旋轮进给的精准;旋轮带有液压马达驱动装置,可保证旋轮与工件接触时具有较小的线速度差,WE-VFFM 系列旋压机结构详见图4。

图4 WE-VFFM/32030 型铝合金车轮强力旋压机结构布局图
WE-VFFM/32030 型旋压机伺服控制系统
WE-VFFM/32030 型强力旋压机以西门子840DsL 为核心数控单元,控制系统主要由CNC、HMI、PLC、611D 驱动等模块构成,属于多轴闭环位置控制系统。基于西门子840D 二次开发了多数控轴间的插补运动控制与多通道之间协调通讯控制程序,实现了铝合金强力旋压机的8 个伺服轴、4 个工作通道协调工作;该机在故障检测、报警以及安全保障方面均有完善的软件与硬件支持,及时准确地提供安全提示信息与安全报警信息,不仅在控制系统硬件上配有针对操作人员与设备的安全保护,而且还配有基于网络的多台机的安全保护链路,在硬件上支持整条生产线的安全保护。
WE-VFFM/22030/33850 型旋压机基本参数
为了适应超大规格车轮的旋压需求,我们又联合研发了WE-VFFM/33850 型3 旋轮强力旋压机。该压机具有超大直径、超宽轮宽和超厚壁厚毛坯的旋压能力,生产效率可实现45 秒生产1 件轿车车轮,60 秒生产一件重卡车轮,旋压车轮范围:14 ~ 30/4 ~ 18英寸( 直径/ 轮宽),性能参数见表1。
表1 铝合金车轮强力旋压机性能参数
WE-VFFM/ 系列旋压机的显著特点
与进口相比,国产化的旋压机其优异之处体现在以下几方面:
具有冷热旋双功能,既满足铝合金锻造车轮的冷旋要求,又满足铝合金铸旋车轮的热旋要求。
重载荷能力强,毛坯壁厚可达50mm。
既可用于轿车轮辋旋压,又可用于重卡车轮辋旋压,最大加工范围30 英寸×18 英寸( 直径× 轮宽)。
旋轮可实现双向旋压,既可向下旋压,又可向上旋压,适合于H 型车轮的轮辋旋压。
具有旋轮微量润滑功能,旋轮的润滑油用量每件< 1mL,相比进口设备,润滑剂使用量大幅度减少。
具有旋轮快换功能,旋轮更换过程简单、更换速度快,保证了车轮产品连续性加工的生产效率。
具有主轴精准启停功能,满足特殊轮形的旋压加工。
生产效率高,45 秒生产1 件轿车车轮,60 秒生产一件重卡车轮。
应用实例
铝合金车轮强力旋压机已成为燕大现代集成制造的定型产品之一,在河北、山西、福建、浙江、内蒙、江苏、湖北、湖南等地已累计推广应用生产线20 余条,设备各项性能指标均达到或超过国际先进水平。
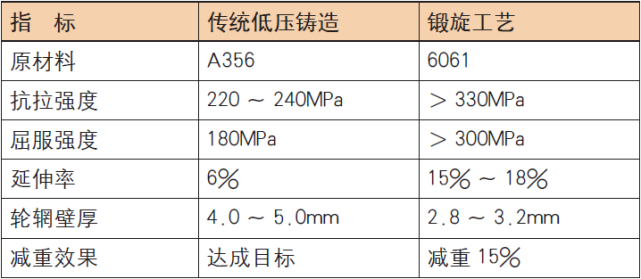
WE-VFFM/33850 型旋压机在锻旋铝合金车轮生产线中的应用。继美国、德国之后,我公司于2004 年引进锻造车轮生产线,2006 年引进国产化锻造铝合金车轮自动化生产线(图5)。旋压成形是铝合金车轮锻旋工艺的重要工序,旋压工序是对轮辋部位组织的进一步细化,性能显著提高,采用锻旋工艺与传统低压铸造工艺生产车轮对比见表2。
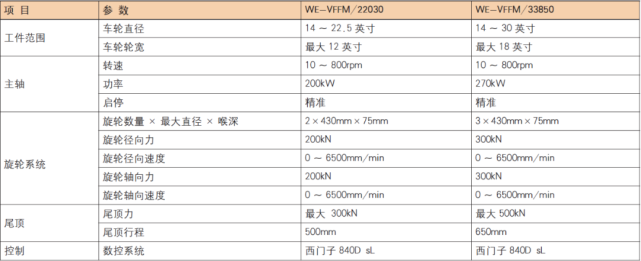
图5 WE-VFFM/32030 型旋压机在铝合金超大锻造车轮生产线上
表2 锻旋工艺与低压铸造工艺产品对比

经济效益及节能节材效果
经济效益。与引进的同类设备相比,研发的国产化强力旋压机可节省大量资金,作为核心装备之一,已推广建立近30 余条锻造和铸旋铝合金车轮生产线,每条生产线产值均在亿元以上。
节能节材效果。生产的铝合金锻造卡车车轮与传统的钢质车轮相比,最大减重50%,对于大型车辆的轻量化、节能效果显著,旋压工艺还使轮辋延伸率指标成倍提高,从而显著提高了汽车行驶的安全性。
结束语
智能化是旋压机发展的必然趋势,在旋压工艺方面,由于旋压成形工艺过程在数学上属于几何、物理和接触摩擦三重非线性问题,如何确定合理的旋压工艺参数,目前还存在问题,将数值模拟方法与旋压参数相结合,制定虚实结合的工艺参数定参方法,实现旋压参数的智能化调整,对于实际生产具有指导作用。随着网络化技术的发展,在设备维护和技术服务方面,基于互联网开发设备单元远程故障诊断、远程监控与预警系统,对于提高服务质量具有重要作用。
作者简历
张胜,工程师,主要从事铝合金轮毂设备的制造开发,曾主持完成轮毂低压铸造机机械国产化工作,参与轮毂光整设备开发研究工作,并拥有7 项实用新型专利。
——来源:《锻造与冲压》2020年第11期
本期广告赏析
文章由易车号作者提供
标签:
内容由作者提供,不代表易车立场